pcb-rnd knowledge pool
Home reflow of SMD components using a hot plate or skillet.
| smd_reflow by Erich S. Heinzle (VK5HSE) on 2018-03-20 | Tags: howto, smd, reflow, hot plate, skillet, solder, paste |
Abstract: A howto for simple and inexpensive hot plate or skillet reflow of SMD components on PCB layouts.
Individual SMD components can be soldered at home with a soldering iron, but for large numbers of devices or devices with multiple pins, it is easier to use solder paste and to "reflow" the solder with a hot plate or skillet. The terms hot plate and skillet can be used interchangeably.
Solder paste
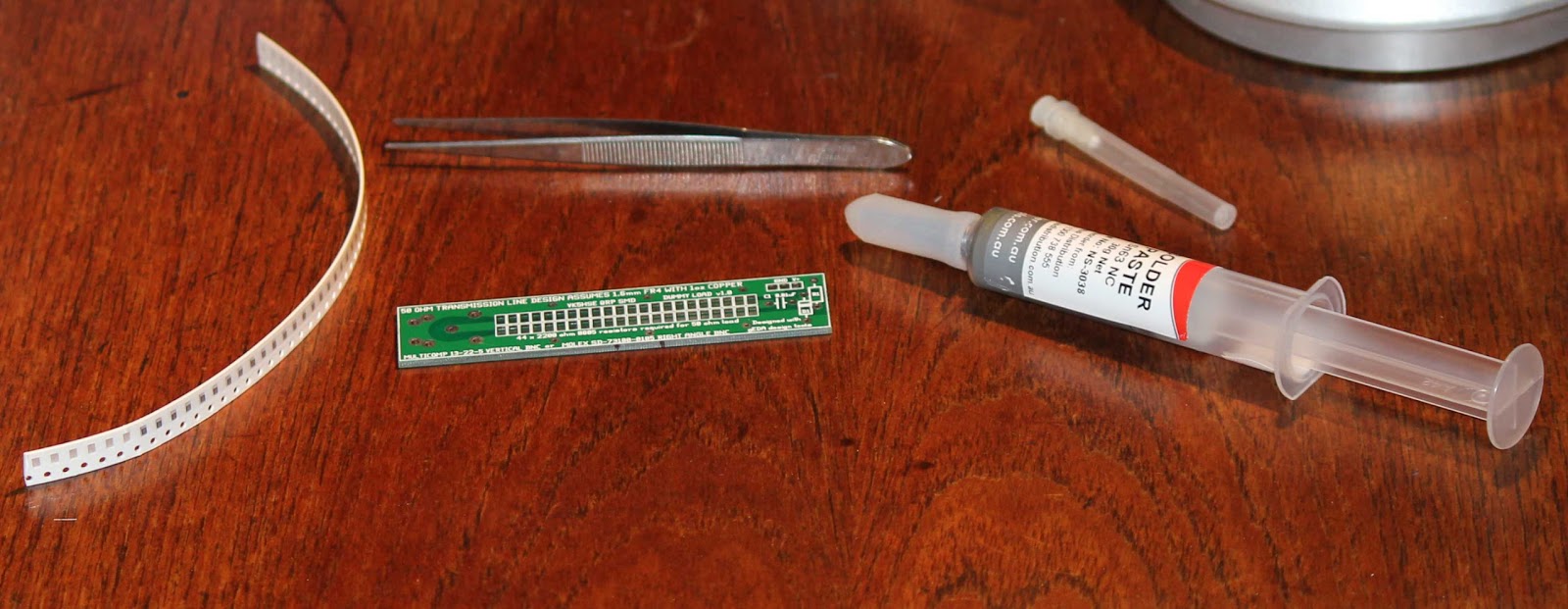
The solder paste that lends itself most readily to reflow soldering has the traditional eutectic Lead/Tin (Pb/Sn) composition. Lead free solders have a higher melting point and are likely to result in more browning of white solder mask material and thermal stress on the board and components with the hot plate reflow process. Solder paste is usually sold in a syringe. This is not to be confused with a flux pen, which is used when manually soldering surface mount devices with a soldering iron, using the soldering iron to reflow solder already on the pads.
Solder paste gets firmer with age, and keeping it cool or in a refrigerator is typically recommended.
Solder paste often contains methyl pyrrolidone (N-Methyl-2-pyrrolidone) which serves as a flux, and boils around 202C. Inhalation of hot vapors is known to irritate the nose and throat. Ingestion can cause irritation of the mouth and stomach, and contact with eyes causes irritation. Repeated and prolonged skin contact can produce a mild, transient irritation. Accordingly, reflow should be performed in a well ventilated area.
Lead is readily absorbed via surface contamination and subsequent transfer to the mouth with fingers, smoking or food. Hand washing after handling solder paste is advisable. Inhalation of lead vapours is not a significant source of exposure at temperatures used for soldering.
Heating profile
The electronics industry recommends well defined periods of pre-heating, ramp up, and cooling, when reflow soldering.

This can be achieved with cheap electric hotplates or cooking hobs, a heat spreading plate, and a stopwatch.
Heat source
Cheap electric cooking hobs, hotplates or skillets are ideally suited to SMD reflow. The following pictures show a generic "Tiffany" brand nominally 1500W hot plate used successfully for SMD reflow


The unit weighs 2.4kg, and apart from the hot plate with embedded element, there is little else to it, other than the sheet metal enclosure, knob, and plastic feet.
It is nominally rated at 1500W, and appears to use a bimetallic switch for heat regulation. Setting 4, which was used for reflow, is actually "always on" for the 250 second runs.
The hot plate portion is 190mm round, and magnetic, suggesting that it is iron, as opposed to cast aluminium.
To determine what hotplate setting and timings gave the best match to the recommended JEDEC heating and soaking profile, some trial runs were done using a K Type thermocouple.

Here are the specifications for the hotplate used:

Solder paste placement
A small needle or toothpick can be used to apply dabs of solder paste to the circuit board pads. This is easier than trying to use the nozzle on the solder paste syringe (which is easily unscrewed to allow needle or toothpick use).
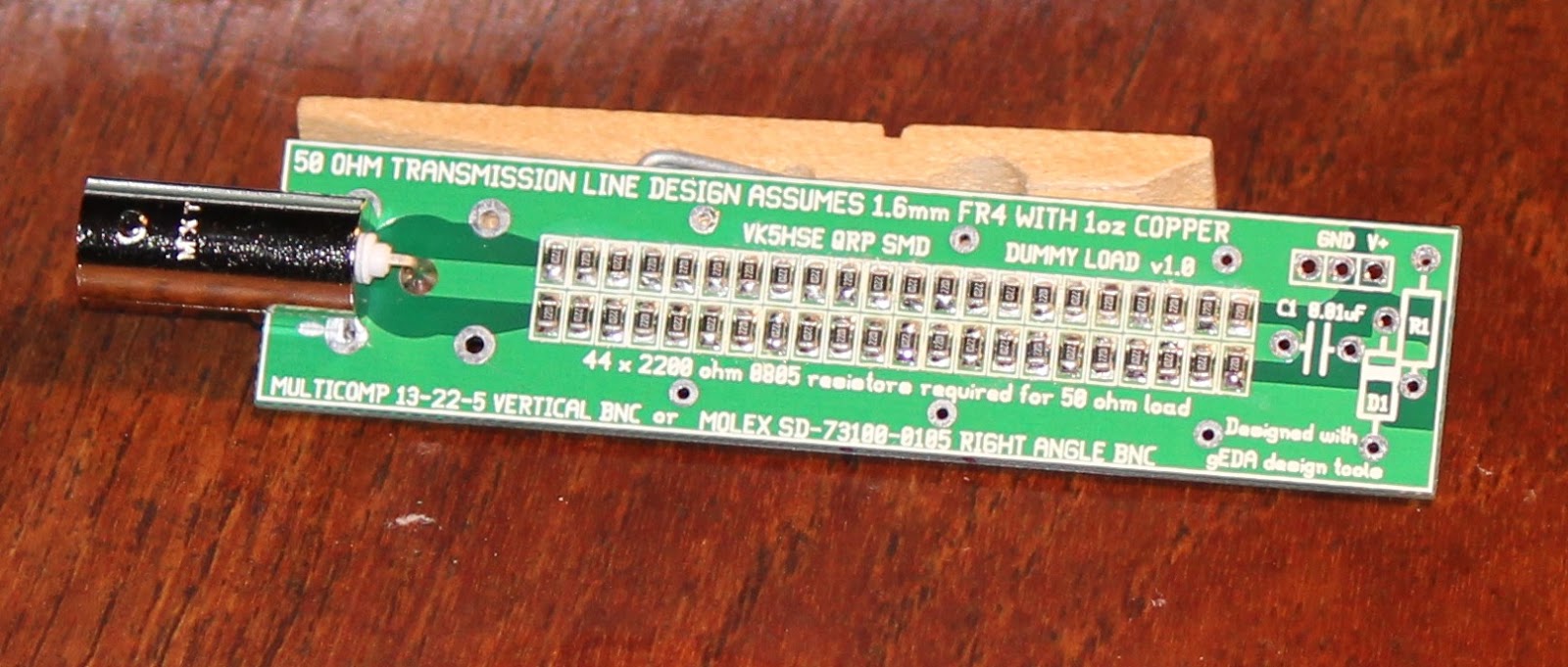
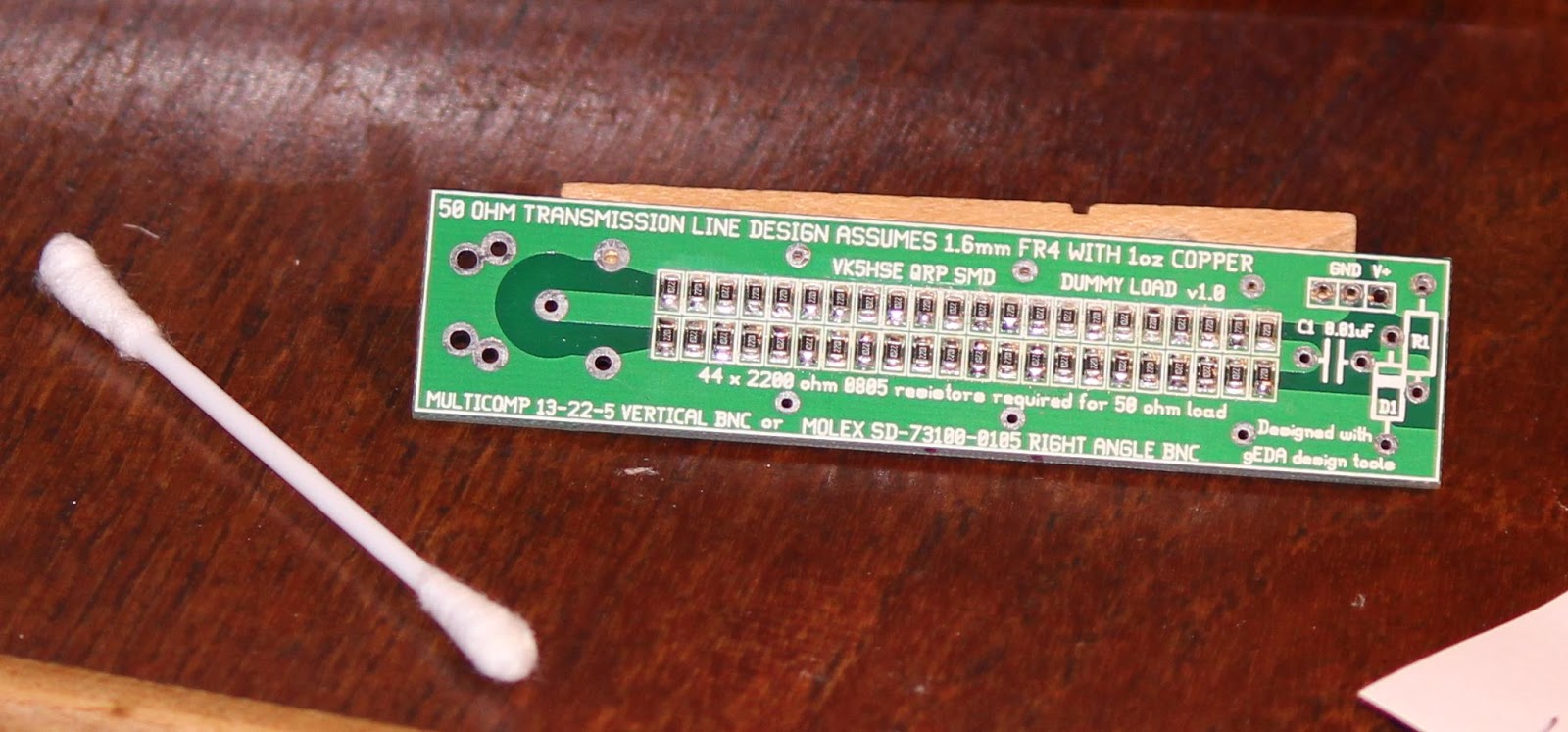
In the following picture, solder paste was applied to the upper row of SMD pads as a continuous bead, and as discrete applications to the lower row to demonstrate how application is not too critical when a solder mask is present:
For larger volumes of components, a solder stencil can be ordered or made which has apertures matching the pads to allow application of solder paste with a squeegie or similar spreader, providing the solder mask is properly aligned to the board.
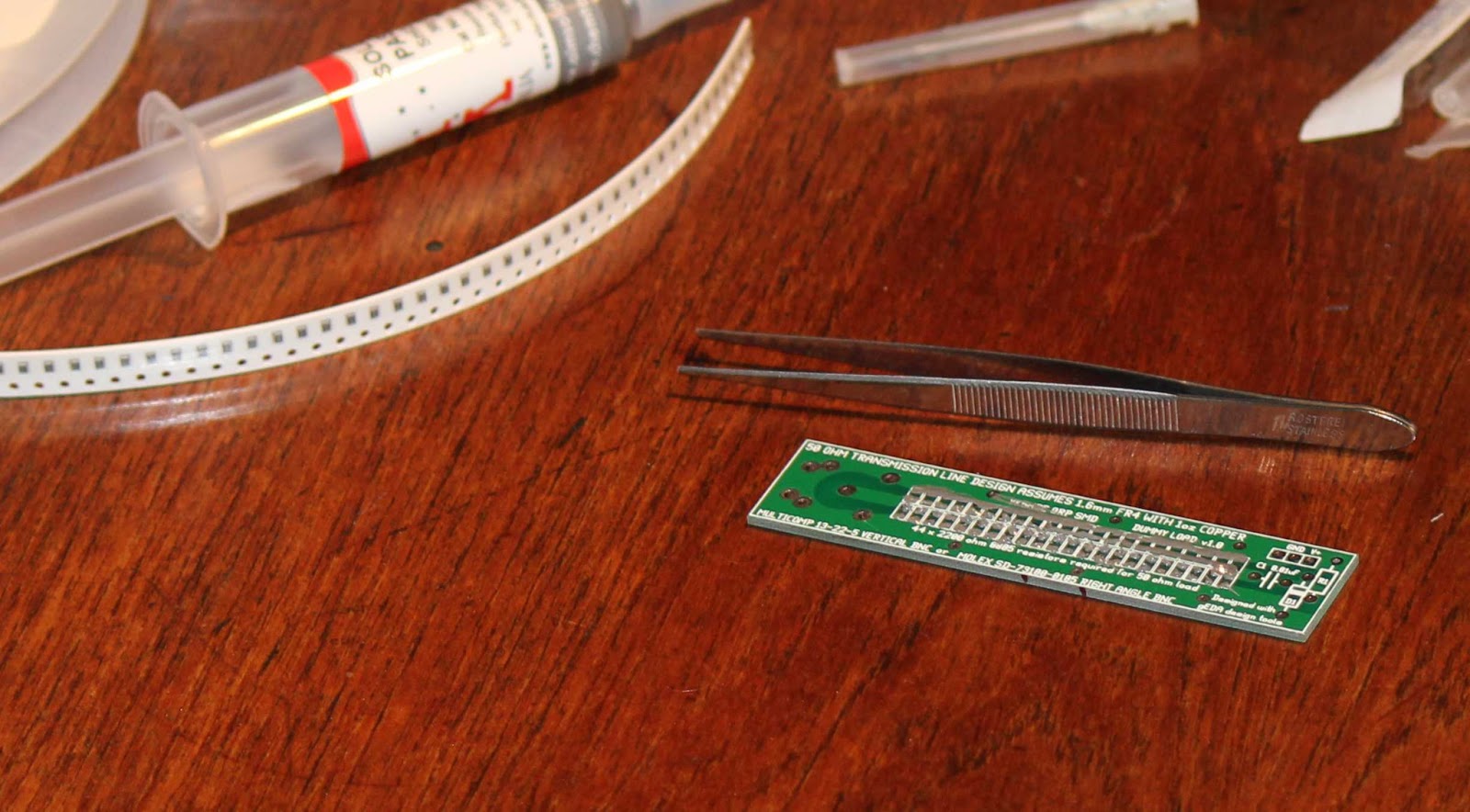
Component placement
Tweezers are essential for component placement. An illuminated desk magnifier may be useful, depending on the size and pitch of components. Exact alignment of simple devices is not critical, since surface tension will correct minor misalignment. Proper alignment of multilead devices (i.e. SSOP) is important, however, to ensure leads align with the correct pads during reflow.

Heating and liftoff
A mechanism for gently lifting the board off the hot plate at the right time is advisable. If the hot plate is simply turned off, the thermal inertia of the hot plate will give an extended ramp down in temperature that is in excess of that recommended.
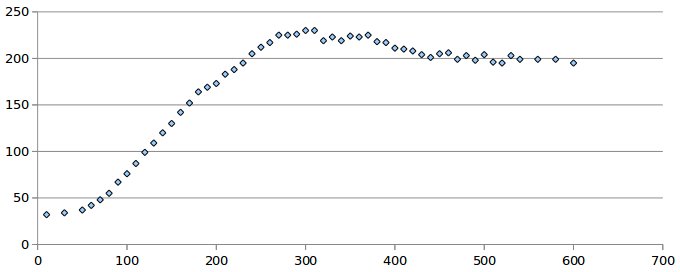
The following plot of temperatures for the hotplate shown above without liftoff shows the extended ramp down phase:
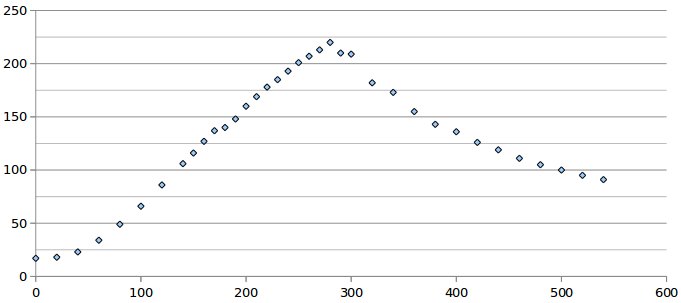
In contrast, the use of a simple jig to lift the board off at 250 seconds gives a much better profile:
A simple jig for lifting off the soldered board
The jig is a 3mm (1/8 inch) thick aluminium plate suspended halfway along a pair of aluminium angle arms. The plate has spacers between it and the arms (M3 nuts) to minimise heat conduction away from the plate into the arms.
The plate should be flat and make good contact with the hot plate to assist in spreading the heat evenly.
The arms are attached to a board at the rear of the jig which extends downwards and forms a fulcrum at the same level as the base of the hot plate.
The 3mm plate is placed on the hot plate.
A handle joins the two arms at the front of the jig, to allow the metal plate to be lifted gently from the hot plate once the solder paste has melted and flowed. Dimensions are not critical, but the longer the arms, the more gently you can do the liftoff.
Jerking a circuit board full of components sitting on molten solder can dislodge or tombstone components, and is one of the problems associated with doing reflow soldering in infrared toaster ovens, another common technique.

After 180 seconds with this particular hotplate, the paste has begun to melt

At 250 seconds with this particular hotplate, the solder has melted, and the hot plate can be turned off.
At 280 seconds, the board can be gently lifted off the hotplate with the jig, and supported so that it can cool.

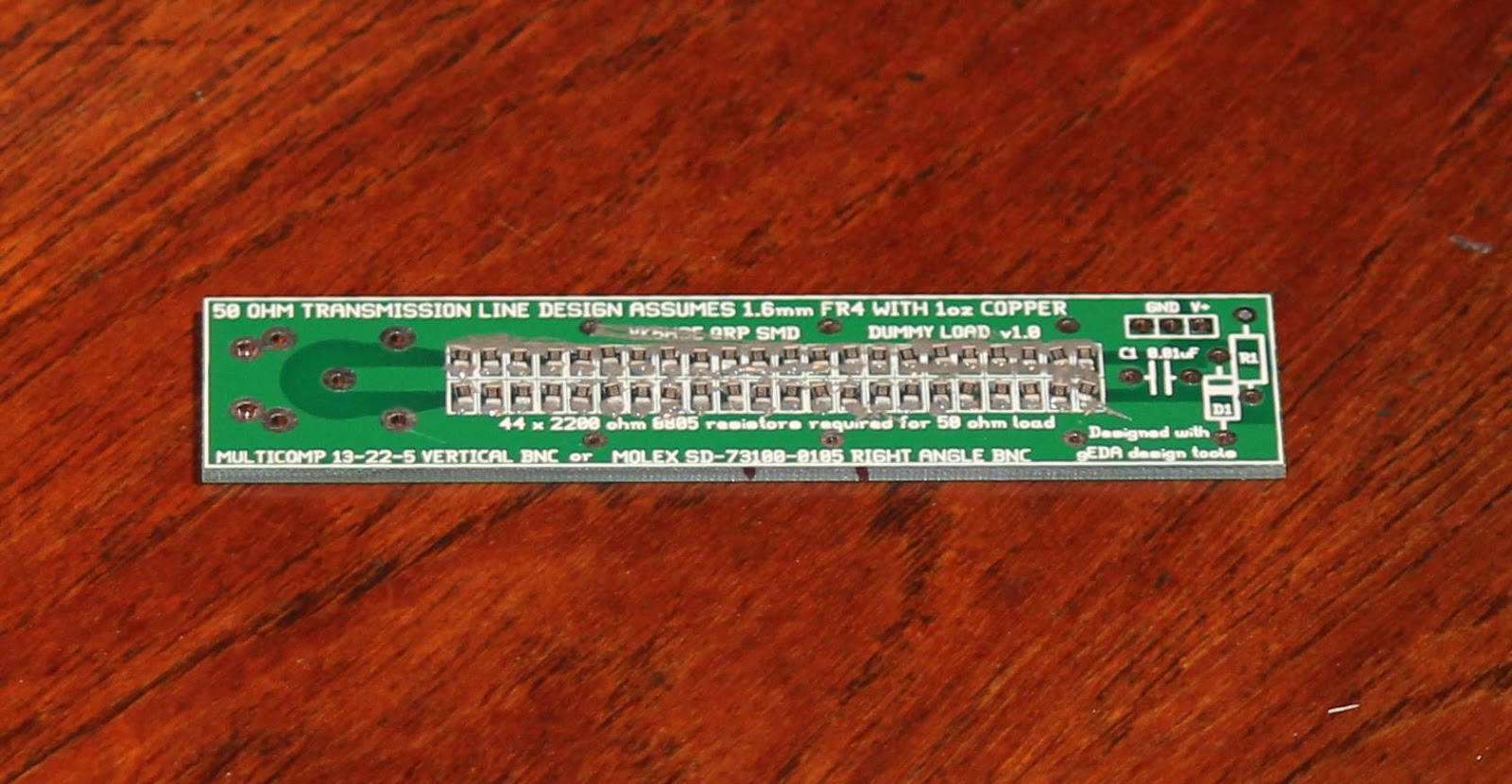
after cooling, the board can be inspected for residual, adherant balls of solder or bridging. Ensure that all the matt grey solder paste has become bright and shiny, and that there are no shorts between fine pitched components.
A jeweller's loupe can be useful when looking for shorted pads with fine pitched multilead devices.
It is worth noting that on this particular board, the application of solder paste as a line on the upper row of SMD pads gave the same result as application to discrete pads on the lower row of pads, showing how the reflow process can correct fairly cavalier application of paste to some extent when solder mask is present.
It is also worth noting that during reflow, the SMD devices have aligned themselves uniformly simply by virtue of the surface tension of the liquid solder.
After this, remaining through hole components can be soldered conventionally